
A DeFelsko fabrica um medidor de espessura de revestimento portátil e não destrutivo, ideal para medir a espessura de anodização em alumínio.
Para controlar com eficiência a espessura da anodização e de outros revestimentos finos, é necessário um meio de medição preciso e não destrutivo.
Um desafio secundário é a medição da anodização em áreas pequenas ou de difícil acesso.

A série PosiTector 6000 "N" de medidores de corrente de Foucault é ideal para a medição não destrutiva de revestimentos não condutores em substratos não ferrosos. A sonda PosiTector 6000 NAS foi projetada especificamente para medição de alta resolução de anodização em alumínio. Embora seja capaz de medir até 625 μm (25 mils), a sonda PosiTector 6000 NAS é mais precisa e oferece sua mais alta resolução abaixo de 100 μm (4 mils), o que está dentro da faixa esperada da maioria das aplicações de anodização.
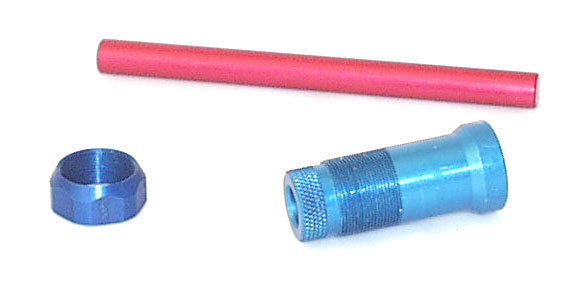
Ao medir a espessura do revestimento em áreas pequenas ou de difícil acesso, a série de microssondas PosiTector 6000 N é uma alternativa ideal de medição. Com pontas de sonda de 0°, 45° ou 90°, as leituras de espessura podem ser feitas em orifícios profundos, em pequenas saliências ou em diâmetros internos. Quando um adaptador de fixação ou de liberação rápida é usado, as microssondas N têm especificações idênticas às das sondas NAS.
Para obter os preços atuais ou para solicitar esses instrumentos de espessura de revestimento de anodização, visite nossa página de vendas.
A anodização é um processo de conversão eletroquímica que existe desde a década de 1930. Vários metais podem ser anodizados, incluindo alumínio, magnésio, titânio e tântalo. O alumínio anodizado é usado em muitas aplicações devido ao seu baixo custo, qualidades estéticas e propriedades mecânicas ideais.
Diferentemente da maioria dos revestimentos de proteção, a anodização altera permanentemente a estrutura externa do metal. Quando o alumínio é exposto ao air , ele desenvolve naturalmente uma fina película de óxido de alumínio que veda o alumínio contra oxidação adicional. O processo de anodização torna a superfície oxidada muito mais espessa, com espessura de até vários milésimos de polegada. A dureza do revestimento de óxido de alumínio anodizado rivaliza com a de um diamante, aumentando a resistência à abrasão do alumínio. A profundidade adicional da camada de óxido melhora a resistência à corrosão do alumínio, além de facilitar a limpeza da superfície. A natureza porosa de determinados tipos de anodização permite tingir o alumínio com uma variedade de cores, tornando-o mais atraente.
A anodização normalmente atinge até 5 mils de espessura. As três variações mais comuns de anodização de alumínio incluem a anodização crômica (tipo I), a anodização sulfúrica (tipo II) e a anodização dura (tipo III).
A peça de alumínio é pendurada em racks de alumínio ou titânio decapados, garantindo um bom contato elétrico. Durante todo o processo de anodização, as peças são afixadas e os racks são suspensos em uma série de tanques.
Uma alternativa ao rack é a anodização em massa, que é mais ideal para anodizar peças pequenas e de formato irregular, como rebites, ponteiras e cubos médicos. Em vez de racks, as peças são processadas em cestas perfuradas de alumínio, plástico ou titânio. Independentemente de você precisar de produção em bobina ou em lote, a anodização oferece uma das melhores opções de acabamento de alumínio do setor.
Outra alternativa é a anodização de bobinas. O alumínio em bobina é pré-anodizado para diminuir os custos de acabamento, economizar tempo de produção e reduzir o manuseio do material. As vantagens do alumínio pré-anodizado podem ser aplicadas à maioria dos produtos fabricados a partir de chapas ou bobinas. Os produtos fabricados a partir de extrusões, peças fundidas, barras ou chapas são limitados a processos de anodização de peças, como estantes ou a granel.
Embora a maioria das ligas de alumínio produza óxido de alumínio em um tanque de anodização, elas tendem a anodizar de forma diferente. Algumas ligas são mais difíceis de anodizar, enquanto outras anodizam em tons de cores ligeiramente diferentes. Quando anodizadas, várias ligas proporcionam diferentes níveis de trabalhabilidade (usinagem, retificação, polimento), propriedades de resistência ambiental e estabilidade dimensional.
A anodização é um meio altamente eficaz e desejável de dar acabamento ao alumínio. Algumas das principais vantagens da anodização incluem:
Os parâmetros do processo de anodização têm uma influência significativa sobre as propriedades do óxido formado. Se forem usadas baixas temperaturas e concentrações de ácido, o resultado será um revestimento menos poroso e mais duro. Temperaturas e teor de ácido mais altos, juntamente com tempos de imersão mais longos, produzem revestimentos mais macios e porosos. Pequenas alterações na própria liga ou em qualquer um desses parâmetros podem afetar significativamente o revestimento.
Por meio de vários controles de processo e técnicas de medição, os anodizadores são capazes de monitorar, controlar e corrigir a aplicação do revestimento anodizado. Um dos controles de qualidade mais importantes para a anodização é a espessura. A espessura da anodização pode ser medida de forma não destrutiva usando um medidor de espessura de revestimento por corrente de Foucault ou calculando o peso por unidade de área. A simplicidade do método de corrente de Foucault não é apenas mais eficiente do que o método de cálculo, mas também permite que o inspetor verifique se a anodização adequada ocorre em todas as superfícies da peça.
Os produtos e componentes anodizados são usados em milhares de aplicações comerciais, industriais e de consumo:
AAC (Conselho de Anodizadores de Alumínio)
AEC (Conselho de Extrusoras de Alumínio)
FGIA (Fenestration & Glazing Industry Alliance) - Antiga AAMA - Associação de Fabricantes Arquitetônicos
MIL-A-8625 -Revestimentos anódicospara alumínio e ligas de alumínio
MIL-STD-171-Standard para acabamento e tratamento de superfícies
ASTM B244-09-Standard Método de teste para medição da espessura de revestimentos anódicos em alumínio e de outros revestimentos não condutores em metais de base não magnética com instrumentos de corrente parasita
ASTM B487-85-Standard Método de teste para medição da espessura de revestimento de metal e óxido por exame microscópico de uma seção transversal
ASTM B137-95-Standard Método de teste para medição da massa do revestimento por unidade de área em alumínio revestido anodicamente
ASTM B136-84-Standard Método para medição da resistência a manchas de revestimentos anódicos em alumínio
ASTM B457-67-Standard Método de teste para medição da impedância de revestimentos anódicos em alumínio
ASTM B580-79-Standard Especificação para revestimentos de óxido anódico em alumínio
ASTM B680-80-Standard Método de teste para qualidade de vedação de revestimentos anódicos em alumínio por dissolução ácida
ASTM B893-98 - Especificaçãopara anodização com revestimento duro de magnésio para aplicações de engenharia
AMS2468 -Tratamento de revestimento durode ligas de alumínio
AMS2469 -Tratamento de revestimento durode alumínio e ligas de alumínio
AMS2471-Tratamento anódicode ligas de alumínio Processo de ácido sulfúrico, Processo-Undyed
AMS2472-Tratamento anódicode ligas de alumínio Processo com ácido sulfúrico, tingido pelo processo
AMS-A-8625 -Revestimentos anódicospara alumínio e ligas de alumínio (cópia do MIL-A-8625)
ISO 7599 - Anodizaçãode alumínio e suas ligas; especificações gerais para revestimentos de óxido anódico em alumínio
ISO 8078 -Tratamento anódicode ligas de alumínio - Processo de ácido sulfúrico, revestimento não tingido
ISO 8079 -Tratamento anódicode ligas de alumínio - Processo de ácido sulfúrico, revestimento tingido
ISO 10074 - Especificaçãopara revestimentos de oxidação anódica dura em alumínio e suas ligas
BS/DIN EN 2101 - Especificaçãopara anodização com ácido crômico de alumínio e ligas de alumínio forjado
BS/DIN 2284 - Especificaçãopara anodização com ácido sulfúrico de alumínio e ligas de alumínio forjado
BS/DIN 2536 -Anodização durade ligas de alumínio
BS/DIN 2808 - Anodizaçãode titânio e ligas de titânio
DIN EN ISO 7599 - Anodização dealumínio e ligas de alumínio - Método para especificar camadas de óxido decorativas e protetoras produzidas anodicamente em alumínio

.png)







