
Este artigo avaliará os métodos usados para medir os perfis de superfície criados por ferramentas elétricas, ou seja, raspadores com agulha de air , limpadores de cerdas e raspadores roto peen. Será dado enfoque especial ao uso de réplicas de fita e sua capacidade de caracterizar perfis de várias superfícies usando um leitor digital de réplicas de fita com capacidade de geração de imagens em 3D. Mais especificamente, este documento determinará se os métodos de medição descritos na norma ASTM D4417 são adequados para a medição de perfis produzidos por ferramentas elétricas.
A NAVSEA define ferramentas elétricas manuais como dispositivos automáticos portáteis usados para a preparação de superfícies que podem ser divididos em três categorias básicas:
Embora existam muitos padrões relacionados à medição de perfis de superfície produzidos por jateamento abrasivo de superfícies de aço, há pouca pesquisa ou orientação para a medição de perfis criados por ferramentas elétricas.
Este documento examinará três métodos de medição comuns para determinar os parâmetros do perfil da superfície e avaliará sua eficácia em superfícies preparadas com ferramentas elétricas: micrômetros de mola usando fita de réplica, micrômetros de profundidade e instrumentos de rugosidade de ponta. Os perfis produzidos por raspadores com agulha de air , limpadores de cerdas e raspadores roto peen em painéis de teste de aço foram examinados para este estudo.
Será dada atenção à eficácia de cada método de medição para medir todos os três perfis produzidos pela ferramenta elétrica e se alguma das ferramentas elétricas produz características de perfil que apresentam desafios. Por meio da avaliação dos dados, da plotagem dos resultados subsequentes e do uso de imagens de superfície em 3D, será feita uma recomendação final sobre qual método de medição é o mais adequado.
A preparação da superfície afeta diretamente o desempenho dos sistemas de revestimento de proteção. É fundamental garantir que a superfície esteja limpa de ferrugem e carepa de laminação, bem como de contaminantes superficiais, como sujeira, óleo, sais solúveis e graxa. Igualmente importante é o perfil da superfície, cujas características contribuem para a vida útil do revestimento e a força de adesão. A avaliação do perfil da superfície, portanto, torna-se um exercício crítico.
As ferramentas elétricas são usadas com frequência para limpar superfícies de aço antes da aplicação de revestimentos de proteção. Embora o perfil de superfícies jateadas com abrasivo seja medido rotineiramente com fita métrica, micrômetros de profundidade ou instrumentos portáteis de rugosidade, os profissionais de revestimentos geralmente não sabem qual método é mais adequado para perfis criados por ferramentas elétricas, incluindo raspadores com agulha de air , limpadores de cerdas e raspadores roto peen.
O impacto abrasivo produz padrões complexos e aleatórios na superfície. Entretanto, os perfis de superfície produzidos por ferramentas elétricas exibem padrões repetitivos que apresentam desafios para a medição adequada da altura pico a vale e da densidade de pico.
Em um artigo escrito em fevereiro de 2015, D. Beamish2 ilustrou como a réplica de fita poderia ser usada para determinar parâmetros críticos de perfil de superfície para superfícies de aço jateadas e relacionou esses parâmetros à força de adesão de arrancamento. Especificamente, o artigo discutiu como as medições com réplicas de fita disponibilizavam significativamente mais informações do que outros métodos de medição, permitindo a determinação da densidade de pico (Pd) e da relação de área interfacial desenvolvida (Sdr), que se correlacionavam diretamente com a força de adesão pull-off. Além disso, foi demonstrado que os parâmetros de superfície medidos com o uso de réplicas de fita estavam estreitamente correlacionados com as técnicas de medição estabelecidas para perfis jateados, como a microscopia confocal e a profilometria de estilete. Este trabalho levará essa análise adiante e determinará a adequação da fita de réplica não apenas para medir os parâmetros de superfície de perfis jateados, mas também para medir o perfil de superfície em uma variedade de superfícies preparadas com ferramentas elétricas.
A fita de réplica tem sido usada desde a década de 1960 para medir o perfil da superfície do aço jateado. Amplamente utilizada no setor de revestimentos, a fita réplica consiste em uma camada de espuma plástica esmagável presa a um substrato de poliéster não compressível com espessura altamente uniforme de 2 mils ± 0,2 mils (50,8 mícrons ± 5 mícrons). A espessura da espuma depende do grau da fita. A fita de réplica está disponível em dois tipos, regular e óptica, e em dois graus, Coarse e X-Coarse. Para a maioria das aplicações, a réplica de fita comum é suficiente. A fita de réplica de grau óptico é usada na produção de imagens 3D da superfície da fita. As duas classes de fita são a Coarse, que mede perfis de 0,8 a 2,5 mils (20 a 64 µm), e a X-Coarse, que mede perfis de 1,5 a 4,5 mils (38 a 115 µm).
Quando pressionada contra uma superfície de aço rugosa, a espuma forma uma impressão, ou réplica reversa, da superfície. A espuma pode colapsar até cerca de 25% de sua espessura anterior ao colapso. Portanto, à medida que os picos mais altos da superfície original são empurrados para cima do suporte de poliéster, a espuma totalmente comprimida é deslocada para os lados. Da mesma forma, os vales mais profundos no original criam os picos mais altos na réplica.
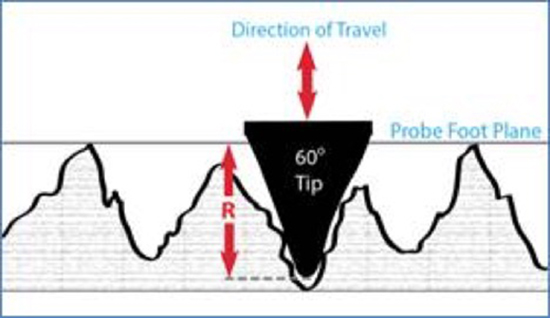
Colocando a fita comprimida entre as bigornas de um micrômetro de mola, como o PosiTector RTR H, e subtraindo a contribuição do substrato de poliéster incompressível (2 mils / 50 µm), obtém-se uma medida do perfil médio máximo de rugosidade da superfície de pico a vale (Fig. 1).

Esse método de medição de superfície é robusto, relativamente simples, barato e permite que o usuário mantenha uma réplica física da superfície que está sendo avaliada. É uma das formas mais comuns de determinar a altura do pico ao vale de superfícies jateadas no setor de revestimentos.
A réplica da fita oferece vantagens adicionais em relação a outros métodos de medição, pois mede o perfil da superfície em uma área bidimensional, em vez de uma medição de ponto único ou de linha reta. A ponta de prova pontiaguda em um micrômetro de profundidade mede um único ponto com um raio de aproximadamente 0,05 mm (50 mícrons), para uma área de amostragem de 0,007 mm2. A linha de amostragem típica de um instrumento de rugosidade com ponta é de 12,5 mm de comprimento e 4 mícrons de largura, para uma área total de medição de 0,05 mm2. A área de medição da fita de réplica é de 31 mm2. Isso representa uma área de medição aproximadamente 258 vezes maior do que a área de medição de um instrumento de rugosidade de caneta e aproximadamente 4.400 vezes maior do que o micrômetro de profundidade. Além disso, ao usar um instrumento como o PosiTector RTR 3Da imagem digital da fita de réplica polida pode produzir imagens em 3D dos perfis de superfície, permitindo que o usuário observe visualmente a superfície antes da aplicação do revestimento.
Um micrômetro de profundidade, como o PosiTector SPGusa uma base plana que se apóia nos picos do perfil da superfície e uma ponta de prova com mola montada dentro da base que cai nos vales do perfil. A base plana repousa sobre os picos mais altos e cada medição é, portanto, a distância entre os picos locais mais altos e o vale específico no qual a ponta foi projetada, conforme ilustrado na Figura 2. Os micrômetros de profundidade têm a vantagem de poder medir alturas de perfil que excedem o alcance de muitos outros instrumentos.
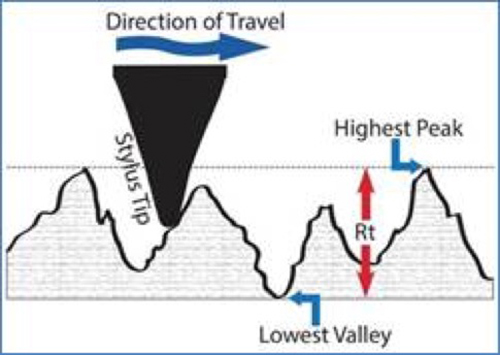
Um instrumento portátil de rugosidade de agulha utiliza uma agulha que é puxada at velocidade constante sobre uma superfície e registra os movimentos para cima e para baixo para determinar o Rt, ou a distância vertical entre o pico mais alto e o vale mais baixo em qualquer comprimento de avaliação. O instrumento mede e registra a distância vertical que a caneta percorre ao passar sobre a superfície, como visto na Figura 3.
Normalmente, um comprimento de avaliação predeterminado é dividido em 7 comprimentos de amostragem e o instrumento mede a altura do pico ao vale dentro de cada comprimento de amostragem, Ry, de cada seção, desconsiderando a primeira e a última seções. A média dos Rys restantes é usada para calcular Rz. Para este estudo, Rz é equivalente a RzDIN, igualando a média das distâncias entre o pico mais alto e o vale mais baixo em cada comprimento de amostragem, de acordo com a norma ASME Y14.36M7.
Doze placas de aço foram preparadas com três ferramentas elétricas diferentes: um raspador com agulha de air , um limpador de cerdas e um raspador roto peen, ilustrados na Fig. 4. Esses painéis foram rotulados de 1 a 4 em cada grupo.
Os seguintes painéis foram avaliados:

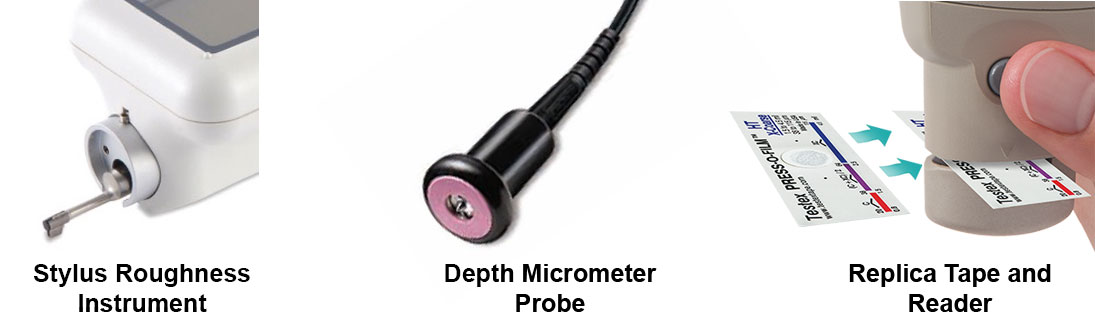
Os perfis de superfície dos painéis foram avaliados com os três instrumentos a seguir:
Os testes foram realizados com cada instrumento da seguinte maneira:
1. Um instrumento portátil de rugosidade foi usado para determinar Rz e Rpc para cada painel. Foram realizadas três medições de traços at 5 locais em cada painel, com cada medição de traço tendo um comprimento de avaliação de 12,5 mm e um comprimento de amostragem de 2,5 mm.
a. Os locais de medição estão detalhados no Diagrama 1. Deve-se observar que, nos painéis preparados para o limpador de cerdas, as medições de traço 2 e 4 estão na direção da polarização, enquanto as medições de traço 1, 3 e 5 estão contra a direção da polarização. Para os painéis do raspador roto peen, as medidas de traço 2 e 4 estão contra a direção da polarização e as medidas de traço 1, 3 e 5 estão na direção da polarização.

2. Um micrômetro de profundidade digital foi usado para determinar a Rt. Foram feitas 10 medições at 5 locais em cada painel, totalizando 50 medições por painel. De acordo com a norma D4417, foram feitas 10 leituras por local. Este estudo usou 5 locais e os valores máximos das 10 leituras nos 5 locais foram registrados e calculados como média. A média das 50 leituras individuais também foi registrada. Os locais de amostragem estão detalhados no Diagrama 2:

3. Um leitor de réplicas de fita digital e um gerador de imagens usaram réplicas de fita para medir HL e Pd. Foram feitos quatro polimentos por painel. Três foram feitos com fita de réplica regular (grossa e/ou X-grossa) e um foi feito com fita de réplica óptica. Os locais de medição são mostrados no Diagrama 3:

1. Foram observados padrões nos resultados. Ao examinar as imagens das superfícies, as estrias direcionais eram visíveis nas superfícies preparadas com o limpador de cerdas e com o raspador roto peen. As leituras feitas pelo instrumento de rugosidade do estilete na direção dessa inclinação direcional e contra a inclinação confirmaram diferenças claras nos parâmetros da superfície. Além disso, as imagens das superfícies preparadas com o raspador de agulha air mostraram que elas tinham poucos picos e vales distintos, o que levou à especulação de que o micrômetro de profundidade pode não ter capturado adequadamente as verdadeiras alturas de pico a vale. Foi levantada a hipótese de que os resultados melhorariam com técnicas de medição modificadas que levassem em conta a densidade de pico/desvio:
a. Os painéis preparados com limpador de cerdas e raspador roto peen mostraram uma tendência direcional que apresentou desafios para os instrumentos portáteis de rugosidade da ponta. Um instrumento portátil de rugosidade pode não ser adequado porque as leituras dependem da polarização. As especificações iniciais (D7127) para medir superfícies limpas com ferramentas elétricas não levam em conta a polarização e/ou a densidade dos picos. Isso pode levar a valores abaixo ou acima dos relatados no perfil da superfície. Para produzir resultados significativos, é necessário modificar o método de teste para ignorar as leituras feitas na direção da tendência.
b. Observou-se que os painéis preparados com o scaler de agulha air tinham uma densidade de pico (frequência de pico) muito baixa. Foi proposto que o aumento do número de medições feitas com o micrômetro de profundidade poderia ajudar a explicar essa frequência reduzida e produzir um resultado mais preciso. Para avaliar essa hipótese, foi feita uma segunda rodada de testes com 20 medições por ponto em todos os 5 locais, totalizando 100 leituras por painel. A média dos 5 máximos foi relatada.
2. Os resultados indicaram que a réplica da fita pode ser usada em todos os três perfis produzidos pela ferramenta elétrica. Os resultados obtidos com um leitor digital de réplicas de fita não foram afetados de forma significativa pela polarização e densidade que representam desafios para os outros instrumentos, e não houve necessidade de modificar o método de teste.
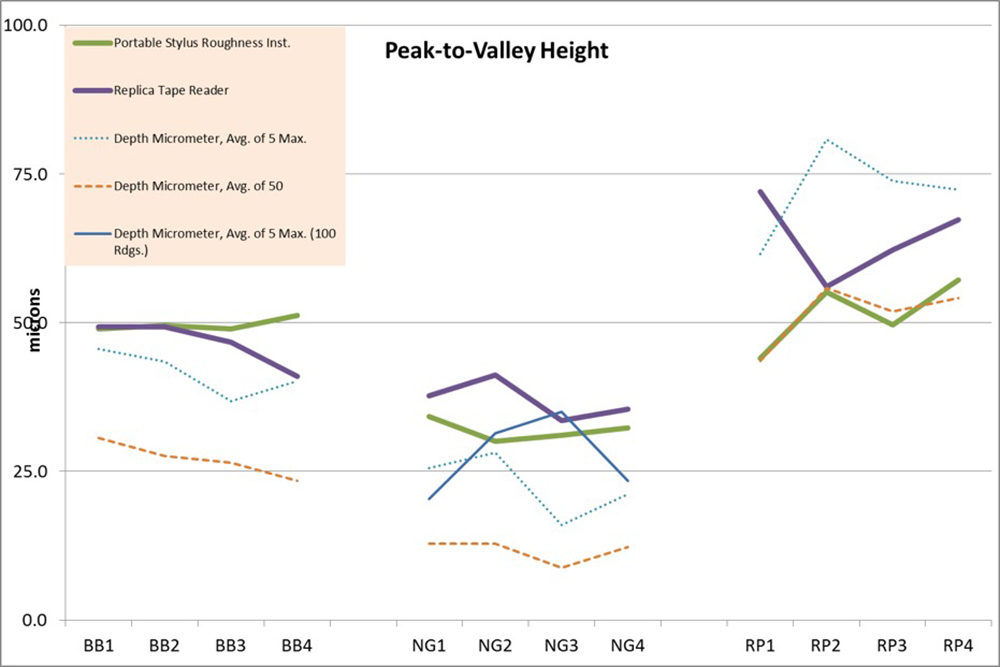
3. Os resultados do micrômetro de profundidade mostraram que o uso da média dos máximos para os cinco locais produziu resultados que se correlacionaram mais estreitamente com os resultados dos outros métodos de medição quando comparados com a média das 50 leituras individuais.
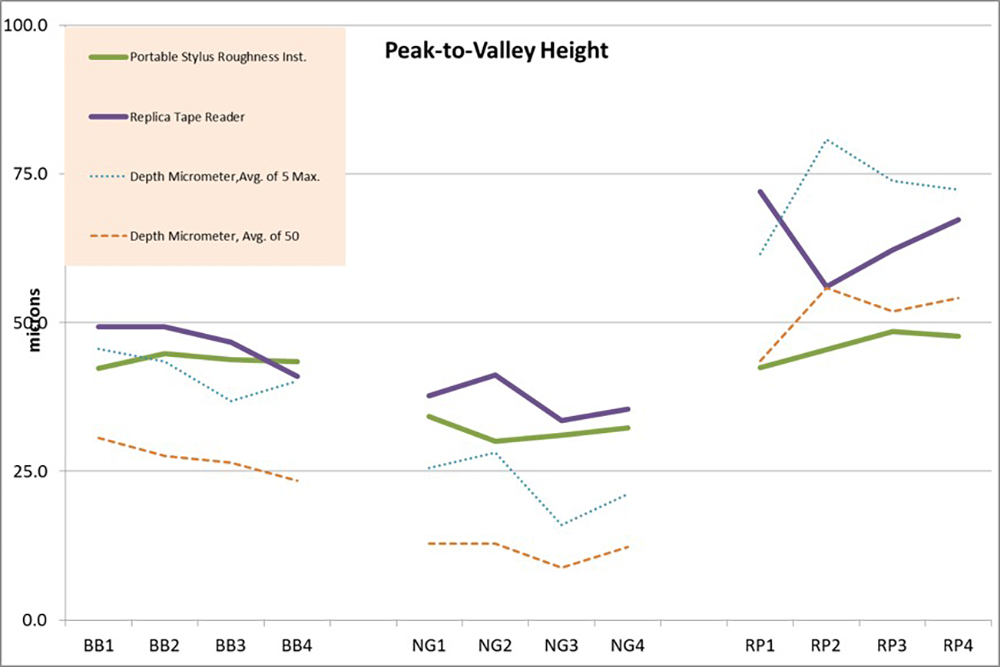
O Gráfico 1 mostra os resultados iniciais dos três métodos de medição. Os resultados do micrômetro de profundidade são mostrados como a média de todas as 50 leituras e a média dos 5 máximos. Foi observado que as características produzidas pelas ferramentas desafiaram algumas das ferramentas de medição e tornaram seus resultados menos consistentes.
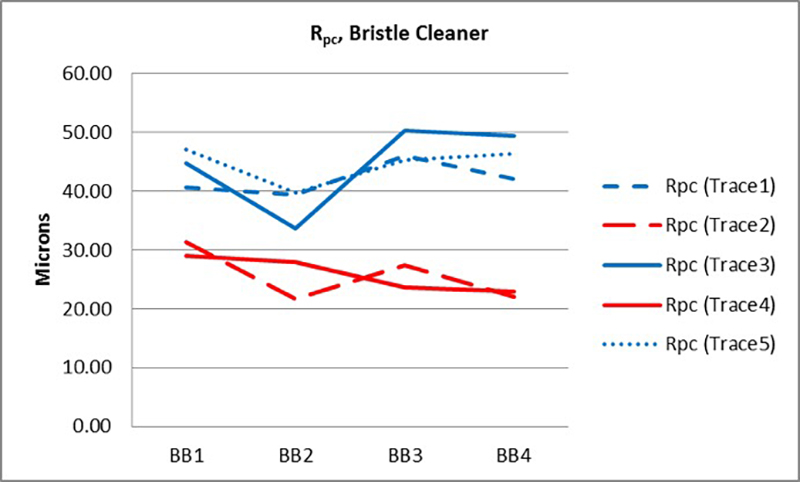
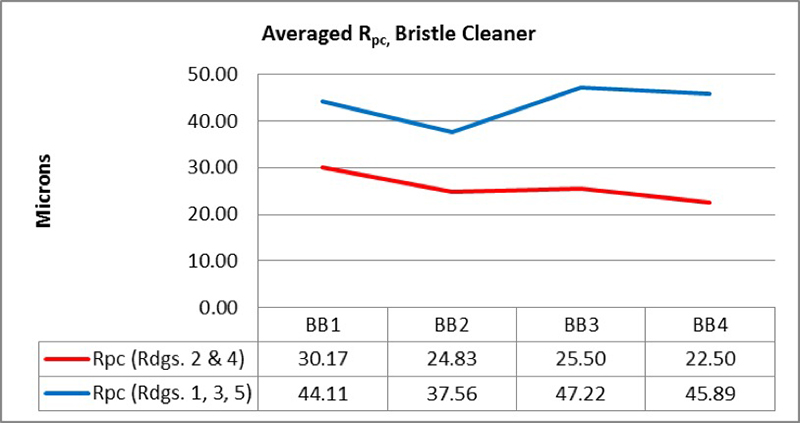
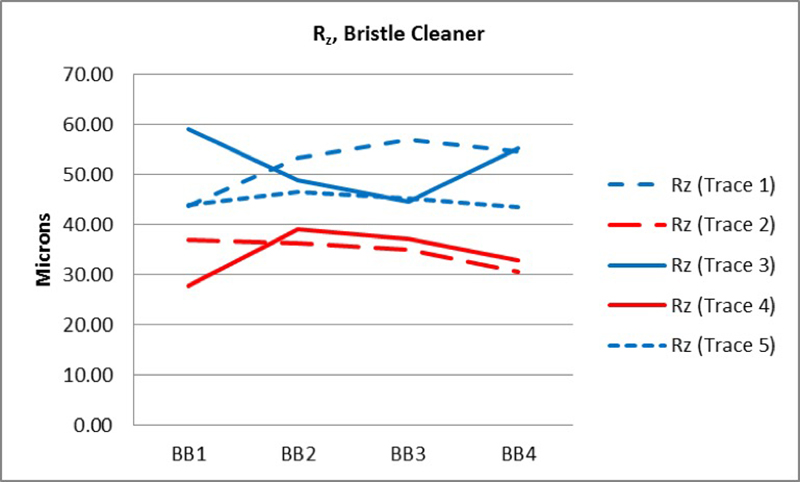
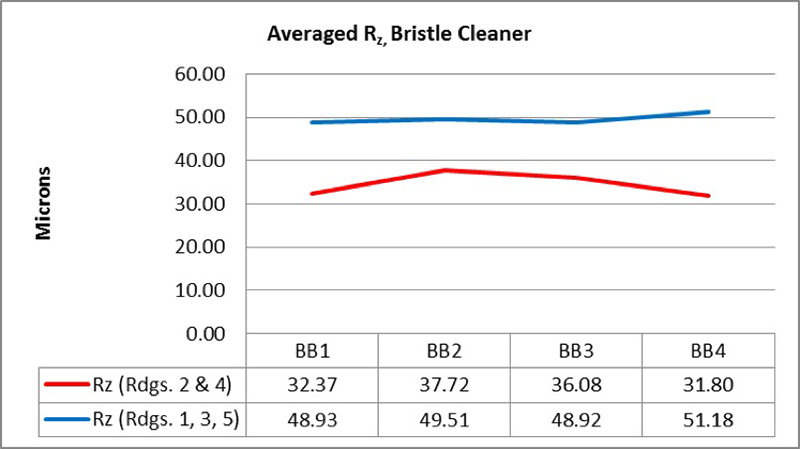
Os gráficos abaixo ilustram isso. Os traços individuais são mostrados nos Gráficos 2 e 4. Para os painéis do limpador de cerdas, as leituras 2 e 4 foram consistentemente mais baixas para todos os parâmetros do que as leituras 1, 3 e 5. As leituras 2 e 4 foram feitas na direção da polarização (mostradas em vermelho), enquanto as leituras 1, 3 e 5 foram feitas ao longo da polarização (mostradas em azul). Os gráficos 3 e 5 exibem os resultados de todos os traços obtidos com a média da polarização e todos os traços obtidos através da polarização com a média.
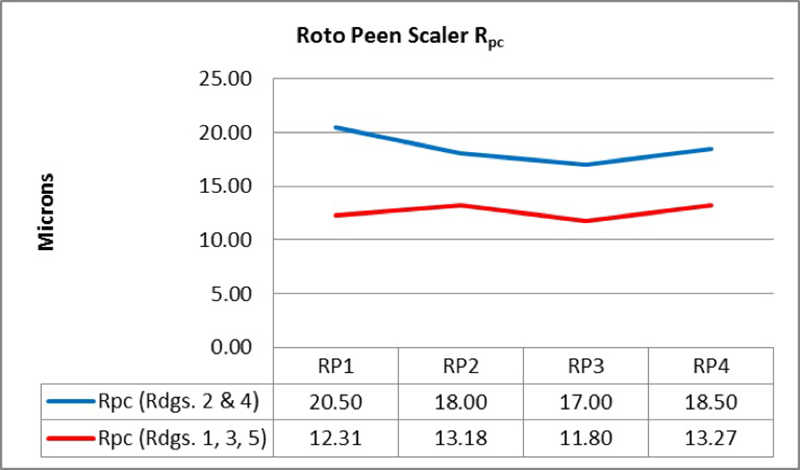
Para os painéis do scaler roto peen, os traços individuais são mostrados nos Gráficos 6 e 8. As leituras 2 e 4 foram consistentemente mais altas para todos os parâmetros do que as leituras 1, 3 e 5. As leituras 2 e 4 foram feitas na direção da polarização (mostradas em azul), enquanto as leituras 1, 3 e 5 foram feitas com a polarização (mostradas em vermelho). Os gráficos 7 e 9 exibem os resultados de todos os traços obtidos com a média da polarização e de todos os traços obtidos com a média da polarização.



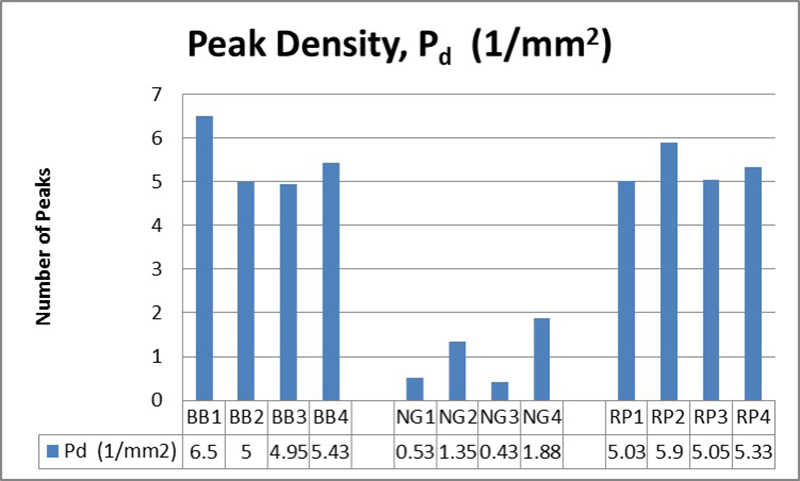
Quando as densidades de pico dos três tipos de painel foram comparadas, o painel do escalonador de agulhas de air apresentou medições significativamente mais baixas do que os outros, conforme observado no Gráfico 10.
Devido às densidades mais baixas, foi levantada a hipótese de que as leituras do micrômetro de profundidade poderiam ser afetadas de forma prejudicial devido à probabilidade reduzida de o instrumento ser colocado nos vales mais baixos.
Ao comparar os métodos de medição, as observações iniciais mostraram que, entre as superfícies das ferramentas elétricas e os métodos de medição, a Replica Tape foi a menos afetada por influências como a polarização ou a contagem de picos.
Após a conclusão do teste, a análise dos dados mostrou que os resultados obtidos com o instrumento portátil de rugosidade da caneta pareciam ser significativamente afetados pela inclinação direcional dos painéis. Isso ocorreu principalmente nos painéis tratados com o limpador de cerdas e, em menor escala, nos painéis tratados com o raspador roto peen.
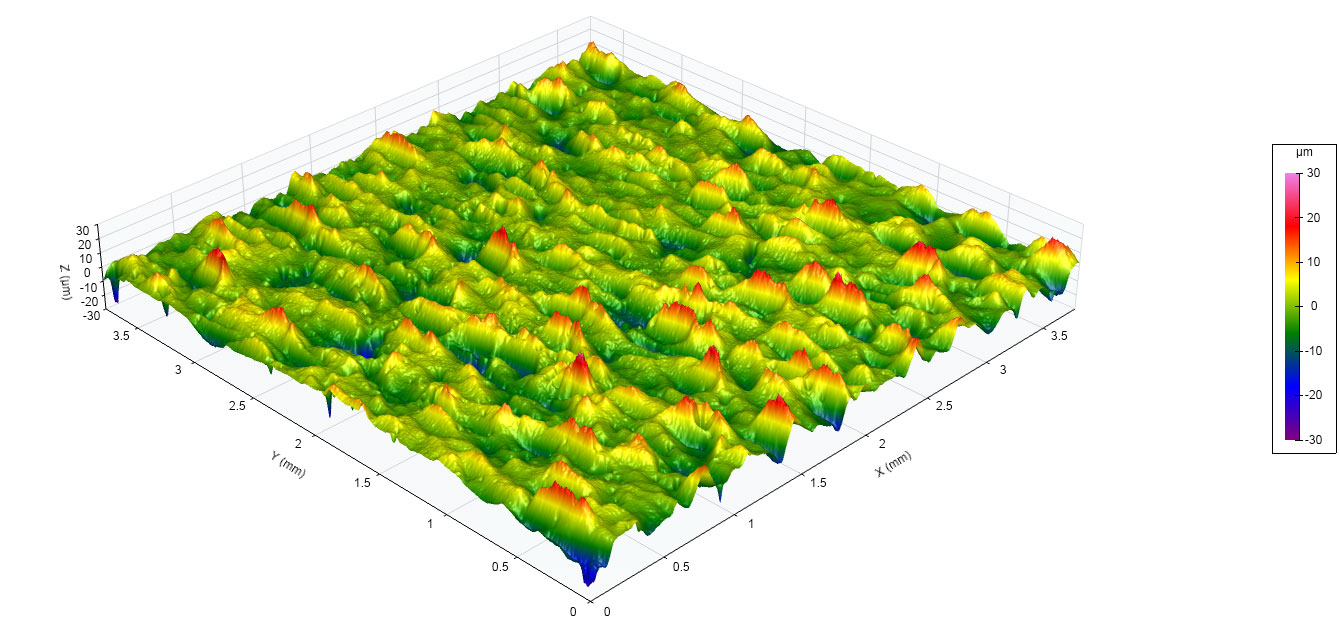
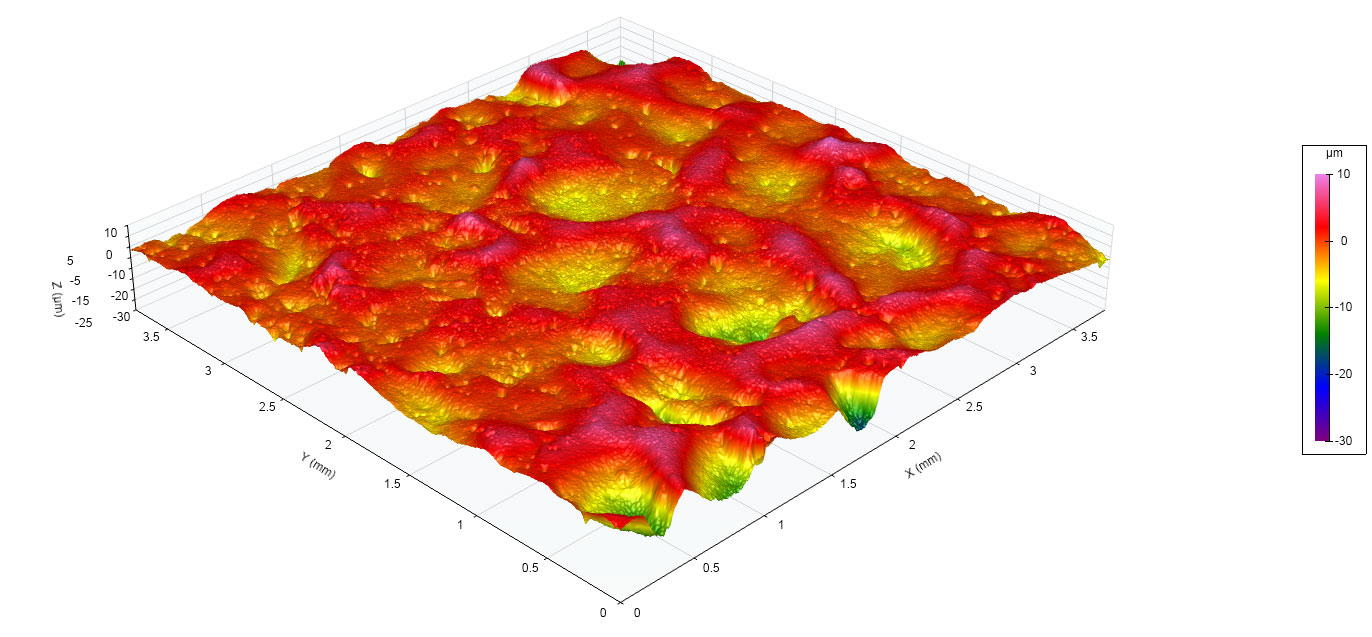
A primeira imagem 3D abaixo, de uma superfície preparada com limpador de cerdas (Figura 6), mostra estrias da esquerda para a direita, correspondendo à direção em que o limpador de cerdas foi aplicado ao painel, essencialmente formando vales e/ou picos que se alinham nessa direção geral. A segunda imagem 3D de uma superfície com raspador roto peen (Figura 7) mostra características semelhantes.

Para confirmar o efeito que isso teve sobre os resultados obtidos pelo instrumento de rugosidade do estilete, foram realizados testes adicionais nos painéis preparados com o limpador de cerdas, com atenção especial para a tendência direcional.
Esse teste adicional foi realizado por meio de quatro medições com a inclinação e quatro medições ao longo da inclinação criada pelo limpador de cerdas. Dois valores, Rpc e Rz, foram então comparados entre os testes horizontal e vertical. Os resultados são apresentados abaixo nos Gráficos 11 e 12:
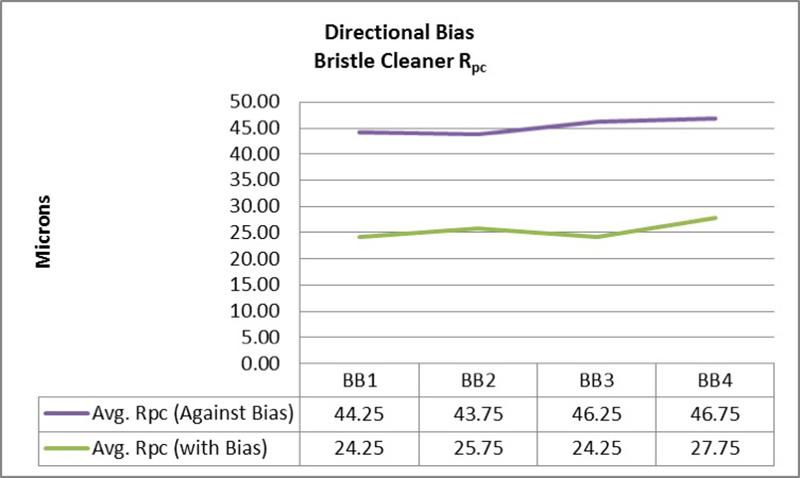
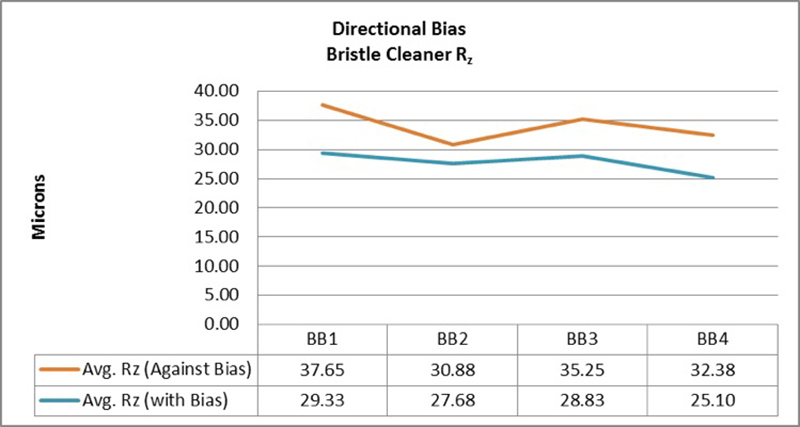
As medições feitas com a polarização e através da polarização produziram resultados nitidamente diferentes. As medições feitas por esse método podem levar a uma caracterização inadequada da superfície se a polarização direcional não for levada em conta ou não for conhecida. Isso pode levar à aplicação incorreta ou insuficiente de um revestimento. As medições feitas por fita de réplica ou instrumentos de micrômetro de profundidade não foram afetadas pela tendência direcional.
Os manuais de usuário do fabricante foram consultados para o limpador de cerdas e o raspador roto-peen para determinar se foram discutidos métodos para abordar a tendência direcional. Em nenhum dos manuais foram encontradas instruções específicas que discutissem a tendência direcional ou o desenvolvimento de estrias na superfície. O manual do raspador roto-peen afirma, com relação ao tratamento de superfície, "Para garantir uma cobertura uniforme do peening, use um movimento circular ou oscilante em toda a área".
No entanto, não há instruções ou sugestões de uso que abordem ou impeçam a ocorrência de viés direcional.
Os resultados das medições mostraram que os painéis produzidos pelo raspador com agulha de air apresentaram baixa densidade de pico quando comparados com os outros painéis produzidos por ferramentas elétricas. As densidades de pico mais baixas tornam mais difícil para o micrômetro de profundidade encontrar a altura real do pico ao vale. Isso se deve a uma probabilidade estatística menor de que a ponta do micrômetro caia diretamente no ponto mais baixo do perfil. A menos que o instrumento encontre a depressão mais baixa do perfil, os resultados serão erroneamente baixos. Uma renderização em 3D de uma superfície preparada por um raspador de agulha de air é mostrada abaixo na Figura 8. Pode-se ver claramente que a superfície contém poucos picos e/ou vales distintos e parece mais arredondada e plana.
Após a observação de baixas densidades de pico usando imagens digitais de réplicas de fita, foi determinado que o aumento do número de medições feitas com o micrômetro de profundidade produzia medições mais precisas de pico a vale. Para testar essa hipótese, o número de leituras feitas em cada ponto foi dobrado para 20, totalizando 100 leituras por painel. Ao dobrar o número de medições, o resultado é mais representativo daqueles encontrados com um instrumento de rugosidade stylus e fita de réplica, conforme mostrado no Gráfico 13.

Em três dos quatro painéis examinados, a duplicação do número de medições do micrômetro de profundidade por ponto resultou em valores mais estreitamente correlacionados com o instrumento de rugosidade do estilete e a fita de réplica. Embora não tenha sido investigado aqui, aumentar ainda mais o número de leituras por ponto pode resultar em leituras mais consistentes com outros métodos.
A hipótese é que o instrumento de rugosidade da haste será afetado de forma semelhante pela densidade de pico mais baixa. No entanto, o instrumento de rugosidade do estilete mede em uma área maior do que o micrômetro de profundidade, e essa área de medição maior pode ser suficiente para capturar o pico mais alto e o vale mais baixo. Independentemente disso, a probabilidade de encontrar a verdadeira altura máxima do perfil entre picos e vales em superfícies preparadas com o raspador com agulha de air é reduzida, simplesmente devido ao menor número de picos e vales distintos.
As medições derivadas da réplica de fita não foram afetadas pela tendência direcional ou pela densidade de pico, ao contrário das medições feitas por outros métodos de medição. Esse método forneceu resultados consistentes em todas as três superfícies limpas com ferramentas elétricas.
Com painéis afetados pela polarização direcional, a área de medição da fita de réplica captura padrões em ambas as direções da polarização. Como a HL é medida como a altura máxima do pico ao vale em toda a área, a polarização não tem efeito. Por esse motivo, os resultados das medições da réplica da fita foram mais representativos da superfície e não exigiram modificações no método de medição para produzir resultados significativos.
Da mesma forma, as medições da réplica da fita não foram afetadas negativamente pela densidade do pico. Como a área de medição da réplica da fita é maior do que a distância horizontal entre os picos e os vales, a densidade reduzida não foi um fator. Mais uma vez, devido à grande área de medição da réplica de fita, as leituras foram mais representativas do que com o micrômetro ou o instrumento de rugosidade do estilete.
O método C, réplica de fita e micrômetros de mola, mediu as superfícies produzidas pelas três ferramentas com mais precisão, principalmente porque a área de superfície amostrada é maior do que a dos outros métodos. A maior área de medição da réplica de fita foi responsável pelas características das superfícies criadas por ferramentas elétricas que afetaram negativamente os outros métodos de medição.
As superfícies criadas por ferramentas elétricas apresentam características que devem ser levadas em consideração ao selecionar um método de medição de perfil de superfície. As ferramentas que deixam estrias direcionais na superfície podem resultar em medições imprecisas dos parâmetros do perfil da superfície quando são usados instrumentos portáteis de rugosidade. As ferramentas que resultam em perfis de superfície com densidades de pico baixas não são previstas nas Normas (ASTM D4417) e, como resultado, são relatadas medições de pico a vale mais baixas quando se usa um micrômetro de profundidade de acordo com esse método de teste. A não consideração dessas características pode resultar em resultados imprecisos.
Embora existam limitações no uso de instrumentos portáteis de rugosidade de agulha e micrômetros de profundidade em superfícies preparadas com ferramentas elétricas, há modificações que podem ser feitas nos métodos de medição que permitem que esses instrumentos meçam essas superfícies de forma eficaz. Os instrumentos de rugosidade de estilete do Método D não eram adequados para medir o perfil da superfície nessas superfícies, a menos que se tomasse o cuidado de medir apenas a inclinação. As leituras dos micrômetros de profundidade do Método B sugeriram que os resultados melhorariam com o aumento do número de leituras para compensar a baixa densidade de pico.
Além disso, os resultados dos micrômetros de profundidade do Método B mostraram claramente que o uso da média dos máximos para os cinco locais produziu resultados que se correlacionaram mais estreitamente com os resultados dos outros métodos de medição em comparação com o uso da média das 50 leituras individuais. Isso corrobora outros estudos que foram feitos com as mesmas descobertas, especialmente o "Surface Profile - A Comparison of Measurement Methods" (Perfil da superfície - uma comparação de métodos de medição), de D. Beamish9, onde esse método foi proposto pela primeira vez.
O Gráfico 14 mostra os resultados de todos os métodos de medição depois que os ajustes foram feitos para levar em conta os erros causados pelo desvio direcional e pela baixa densidade de pico. A inclinação direcional foi considerada nos painéis preparados com o limpador de cerdas e com o raspador roto peen removendo as medições de traços feitas na direção da inclinação. Isso resultou em um resultado que ficou, em média, 13,2% mais próximo dos resultados da fita de réplica para os painéis jateados com cerdas e uma média de 8,9% mais próxima das leituras da fita de réplica para os painéis tratados com roto peen.
A baixa densidade de pico nos painéis do scaler de agulha air foi contabilizada plotando-se os resultados com 10 e 20 leituras por ponto e relatando a média dos máximos para os cinco locais. Ao fazer isso, as leituras feitas pelo micrômetro de profundidade mostraram uma correlação 15,9% mais próxima com as leituras do instrumento de rugosidade do estilete portátil e uma correlação 14,2% mais próxima com as leituras da fita de réplica.
Os resultados da réplica da fita, no entanto, são exibidos conforme medidos, sem modificações para efeitos de superfície. Está claro que os resultados não modificados da fita estão de acordo com outros métodos de medição.
Esses resultados sugerem fortemente que a réplica da fita apresenta uma solução mais simples e eficaz para medir superfícies criadas por várias ferramentas elétricas. A fita não requer nenhuma consideração especial quanto à polarização ou à densidade de pico. Ao contrário de outros métodos de medição que exigem que os efeitos do perfil criado pela ferramenta elétrica sejam levados em conta, os resultados da fita de réplica podem ser usados como medidos.
No setor de pintura e revestimento, tem havido uma pesquisa significativa sobre a avaliação de perfis limpos por jateamento em substratos de aço.
ISO 8503-5-Preparaçãode substratos de aço antes da aplicação de tintas e produtos relacionados - Características de rugosidade da superfície de substratos de aço limpos por jateamento - Parte 5: Método de réplica de fita para a determinação do perfil da superfície3
A ISO 8503-5 descreve a preparação de substratos de aço antes da aplicação de tintas e produtos relacionados e as características de rugosidade da superfície de substratos de aço limpos por jateamento:
1 Escopo
Este documento descreve um método de campo para medir o perfil da superfície produzido por qualquer um dos procedimentos de limpeza por jateamento abrasivo indicados na ISO 8504-2. O método usa fita réplica e um medidor adequado para medir, no local, a rugosidade de uma superfície antes da aplicação de tinta ou outro revestimento protetor.
O método é aplicável dentro da faixa de alturas de perfil citadas para um determinado grau (ou espessura) de fita de réplica. As classes comerciais atualmente disponíveis permitem a medição de perfis médios de pico a vale de 20 μm a 115 μm. O método é válido para superfícies que tenham sido limpas com abrasivos.
ASTM D7127-Standard Método de teste para medição da rugosidade da superfície de superfícies metálicas limpas por jateamento abrasivo usando um instrumento Stylus portátil4
A norma ASTM D7127 descreve a medição da rugosidade da superfície de superfícies metálicas limpas por jateamento abrasivo usando um instrumento stylus portátil:
1. Escopo
1.1 Este método de teste descreve um procedimento de campo ou de oficina para a determinação das características de rugosidade de superfícies preparadas para pintura por jateamento abrasivo. O procedimento utiliza um instrumento portátil de traçado de perfil com ou sem skid. As características medidas são: Rt e Rpc. Medidas adicionais da altura do perfil (Rmax e/ou Rz) também podem ser obtidas, conforme acordado entre o comprador e o vendedor.
NACE SP0287-Mediçãode campodo perfil de superfície de superfícies de aço limpas com jato abrasivo usando uma réplica de fita5
A NACE SP0287 descreve e caracteriza um procedimento para medir o perfil da superfície do aço limpo por jateamento abrasivo. A técnica de medição utiliza uma fita que reproduz o perfil da superfície. Outros métodos comuns de medição do perfil da superfície não são discutidos:
1.1 Este standard descreve um procedimento para a medição no local do perfil da superfície de superfícies de aço limpas por jateamento abrasivo que tenham um perfil de superfície, conforme definido na Seção 2, entre 38 e 114 μm (1,5 e 4,5 mils)
ASTM D4417-Standard Métodos de teste para medição em campo do perfil da superfície do aço limpo por jateamento
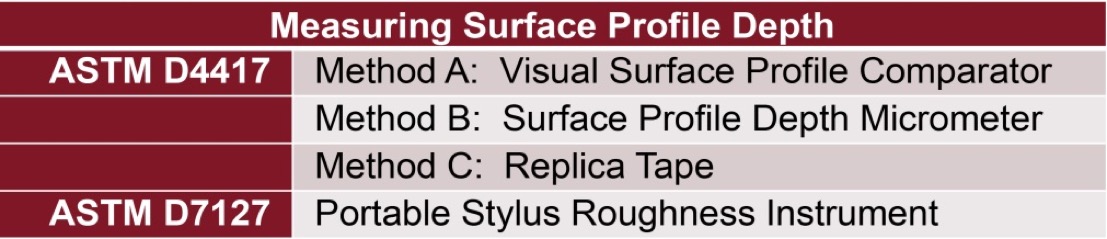
A ASTM D4417 descreve três métodos para avaliar o perfil da superfície de aço jateado na Tabela 1 abaixo:
1. Escopo
1.1 Estes métodos de teste abrangem a descrição de técnicas para medir o perfil de superfícies limpas por jateamento abrasivo no laboratório, no campo ou na oficina de fabricação.
SSPC PA 17 - Determinação daconformidade do perfil6
O SSPC PA 17 fornece orientação adicional para determinar a conformidade com os requisitos de perfil de superfície. Enquanto as normas ASTM descrevem como fazer medições, a SSPC PA 17 se concentra em onde fazer essas medições e com que frequência.
Em grande parte ausentes nesses padrões do setor estão os procedimentos e as descrições para a avaliação de superfícies limpas com ferramentas elétricas. À medida que o uso de ferramentas elétricas se torna mais predominante, é cada vez mais importante determinar a melhor e mais precisa maneira de avaliar essas superfícies.
Nessas normas, há apenas uma menção sobre como avaliar superfícies preparadas com ferramentas elétricas. O parágrafo 1.2 da ASTM D4417-14 afirma: "O método B também pode ser apropriado para a medição do perfil produzido pelo uso de ferramentas elétricas."
Na falta de normas e/ou orientações, há poucas informações sobre se o Método B da ASTM D4417 é o melhor método para todas as superfícies de ferramentas elétricas ou se existem outras soluções mais dinâmicas para a medição de superfícies. As superfícies preparadas com ferramentas elétricas apresentam características que não estão presentes em superfícies limpas com jato de areia, ou seja, polarização direcional e variações de densidade de pico entre as ferramentas. O impacto dessas características em métodos de medição específicos não é bem conhecido.
1 ASTM D4417 "Standard Test Methods for Field Measurement of Surface Profile of Blast Cleaned Steel" (ASTM International, 100 Barr Harbor Drive, West Conshohocken, PA 19428)
2 D. Beamish, "Replica Tape - Unlocking Hidden Information", Journal of Protective Coatings and Linings, fevereiro de 2015, pp. 1 - 6
3 ISO 8503-5 "Preparation of steel substrates before application of paints and related products - Surface roughness characteristics of blast-cleaned steel substrates - Part 5: Replica tape method for the determination of the surface profile" (Organização Internacional de Normalização (ISO), 1 rue de Varembé, Case postale 56, CH-1211, Genebra 20, Suíça)
4 ASTM D7127 "Standard Test Method for Measurement of Surface Roughness of Abrasive Blast Cleaned Metal Surfaces Using a Portable Stylus Instrument1 (ASTM International, 100 Barr Harbor Drive, West Conshohocken, PA 19428)
5 NACE Standard SP0287, "Field Measurement of Surface Profile of Abrasive Blast-Cleaned Steel Surfaces Using a Replica Tape" (Medição em campo do perfil da superfície de superfícies de aço limpas com jato abrasivo usando uma fita de réplica). (Houston, TX: NACE, 2016)
6 SSPC-PA-17 "Procedure for Determining Conformance to Steel Profile/Surface Roughness/Peak Count Requirements" (SSPC: the Society for Protective Coatings,800 Trumbull Drive, Pittsburgh, PA 15205, EUA)
7 ASME Y14.36M 1996 "Surface Texture Symbols" (Sociedade Americana de Engenheiros Mecânicos, Three Park Avenue, Nova York, NY 10016-5990, EUA)
8 ASME B46.1-2009 "Surface Texture (Surface Roughness, Waviness, and Lay)" (Sociedade Americana de Engenheiros Mecânicos, Three Park Avenue, Nova York, NY 10016-5990, EUA)
9 D. Beamish, "Surface Profile - A Comparison of Measurement Methods", DeFelsko Corporation, janeiro de 2013

.jpg)



