
As superfícies de aço são frequentemente limpas por impacto abrasivo ou por ferramentas elétricas antes da aplicação de revestimentos protetores. O perfil da superfície resultante deve ser avaliado com precisão para garantir a conformidade com as especificações do trabalho ou do contrato.
Mas será que somente a altura do perfil (o parâmetro mais comumente medido) é um bom indicador do desempenho do revestimento em longo prazo?
Este documento relata testes recentes que compararam vários perfis com a adesão de arrancamento. Um dispositivo de campo simples e de baixo custo foi usado para obter três parâmetros de perfil a partir da medição de uma réplica de fita: altura do perfil, densidade de pico e área de superfície desenvolvida. As superfícies de teste foram medidas novamente com microscópios 3D complexos e caros e os resultados foram comparados aos resultados da réplica da fita.
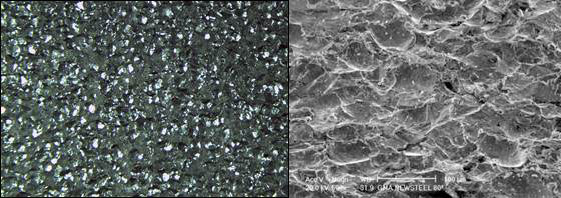
O jateamento abrasivo e a limpeza com ferramenta elétrica de superfícies de aço removem revestimentos anteriores, carepa de laminação, ferrugem e contaminantes. Ela também torna a superfície áspera para melhorar a adesão do revestimento. O perfil da superfície resultante, ou padrão de ancoragem, é composto por um padrão complexo de picos e vales que devem ser avaliados com precisão para garantir a conformidade com as especificações do trabalho ou do contrato e assegurar um projeto de revestimento bem-sucedido (Fig. 1).
É geralmente aceito que a natureza dessas superfícies é preditiva do desempenho do revestimento a longo prazo. As características de uma superfície jateada incluem altura de pico, densidade de pico, área de superfície desenvolvida, angularidade, nitidez e forma. Atualmente, apenas a altura do pico (H) é comumente medida. Se essa altura for insuficiente, a tinta não aderirá. Se for muito grande, será necessário mais tinta para preencher os "vales" e os picos altos poderão se projetar através da tinta e se tornar focos de corrosão.
Os primeiros métodos de caracterização consistiam em padrões visuais que eram colocados na superfície jateada para comparação. Embora ainda seja usada hoje em dia, essa solução qualitativa foi amplamente suplantada por dispositivos de medição quantitativa que variam em preço e complexidade, dependendo se são destinados ao uso em campo ou em laboratório. Os métodos de campo atuais mais populares envolvem a medição da altura média de pico a vale do perfil usando micrômetros de profundidade e/ou fita de réplica.
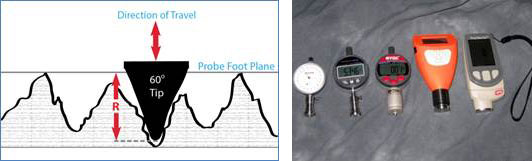
Um instrumento de perfil de superfície com micrômetro de profundidade tem uma base plana que se apoia na superfície e uma sonda com mola que cai nos vales do perfil da superfície. A base plana repousa sobre os picos mais altos e cada medição é, portanto, a distância entre os picos locais mais altos e o vale específico no qual a ponta foi projetada. Geralmente destinados a superfícies planas, esses dispositivos têm a vantagem de medir grandes alturas de perfil que excedem o alcance da maioria dos outros instrumentos (Fig. 2).
A fita de réplica, que é o foco deste artigo, é conhecida há muito tempo por caracterizar superfícies. Ela é simples, relativamente barata e é particularmente útil em superfícies curvas. Sua operação é descrita em vários padrões internacionais, incluindo ASTM1 D44172, ISO 8503-53, NACE RP02874 e AS 3894.55.
A fita de réplica consiste em uma camada de espuma compressível fixada em um substrato de poliéster incompressível com uma espessura altamente uniforme de 2 mils +0,2 mils6 (50,8 mícrons + 5 mícrons). Quando pressionada contra uma superfície de aço rugosa, a espuma entra em colapso e forma uma impressão da superfície. Colocando a fita comprimida entre as bigornas de um medidor de espessura micrométrico e subtraindo a contribuição do substrato incompressível, 2 mils ou 50,8 mícrons, obtém-se uma medida da altura do perfil da superfície (Fig. 3).

Em 1974, Keane et al.7 escreveram que uma superfície preparada para pintura por meio de limpeza a jato não poderia ser completamente descrita apenas pela medição da distância pico a vale (H). Seu artigo corroborou a experiência de campo que sugeria que havia outro parâmetro importante além de H, ou seja, o número de picos por unidade de comprimento (Peak Count - Pc) ou picos por unidade de área (Peak Density - Pd). Além de aumentar a área da superfície de ligação, o documento explicou que o aumento do número de picos em uma área definida aumentou a angularidade dessa área. Isso coloca mais tensão de adesão de cisalhamento no revestimento em vez de tensão (arrancamento). Isso aumentou a força de adesão do revestimento aplicado, pois os valores de cisalhamento são sempre maiores do que os valores de tração. O revestimento aplicado, é claro, deve molhar 100% da superfície.
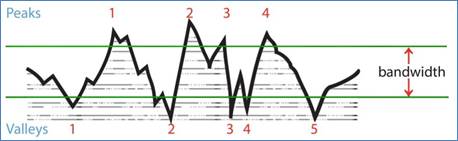
A Figura 4 é um exemplo simplificado de por que AMBOS os picos de altura e densidade são importantes para a compreensão do desempenho do revestimento. As duas superfícies têm geometrias diferentes, mas suas medições de altura são as mesmas. Para obter uma imagem mais clara da superfície disponível para colagem, as medições de contagem de picos também devem ser obtidas. Além disso, ambos os valores medidos permitem investigar o aumento da área da superfície resultante do processo de jateamento abrasivo.

Não há dúvida de que as medições de densidade de pico são importantes para o setor de corrosão, mas o problema até agora é que as contagens de pico não eram fáceis de determinar.
Em junho de 2005, um importante artigo de Roper et al.8 relatou que as contagens de pico podiam ser controladas e, assim como a altura do pico, afetavam o desempenho do revestimento. Seu trabalho resultou na criação da norma ASTM D71279, que também foi publicada naquele ano.
Em um artigo de acompanhamento no ano seguinte, eles concluíram que "os perfis de aço ideais para uma ampla variedade de revestimentos industriais standard que molharão completamente as superfícies são uma altura de perfil de 2 a 3 mil (50 a 75 mícrons) e uma contagem de picos entre 110 e 150 picos/polegada (40 e 60 picos/cm). "A contagem de picos ideal para um revestimento específico depende de suas propriedades reológicas". Eles explicaram que "uma regra geral para ajustar a contagem de picos a fim de otimizar o desempenho do revestimento é usar o menor abrasivo e o mais duro que possa fazer o trabalho. Para obter uma superfície uniforme, controle a técnica de jateamento e o tamanho das partículas do abrasivo. O revestimento deve ser capaz de molhar completamente a superfície. "10
Os autores recomendaram que os instrumentos de rugosidade do estilete, o melhor instrumento de campo disponível at época, fossem usados no setor de corrosão para fornecer as duas informações críticas do perfil: altura e densidade do pico.
Os instrumentos de rugosidade da caneta registram os movimentos para cima e para baixo de uma caneta externa que atravessa uma superfície (Fig. 5). Eles medem um parâmetro de altura chamado Rt em conformidade com a norma ISO11 428712, que produz a distância vertical entre o pico mais alto e o vale mais baixo em qualquer comprimento de avaliação de 0,5 polegada (12,5 mm). Cinco traços são feitos e a média dos valores de Rt é calculada para obter a média das distâncias máximas entre pico e vale.
Um estudo round robin da ASTM de 201113 determinou que a altura do pico ao vale Rt, medida por instrumentos de rugosidade do estilete, está intimamente relacionada a H, medida por micrômetros de profundidade e fita de réplica.

Mas, se os instrumentos de rugosidade da ponta podem gerar medições da altura do pico e do número de picos encontrados ao longo de um comprimento de amostragem, por que o setor de corrosão demorou a adotá-los?
É provável que essa relutância se baseie em razões econômicas e práticas. Os instrumentos de rugosidade com caneta são frágeis por natureza, pois dependem de uma caneta calibrada com precisão que, muitas vezes, se estende a uma distância do corpo do próprio dispositivo. Sua configuração e operação podem ser complexas, e eles relatam vários parâmetros de rugosidade que são de interesse limitado para o setor de revestimentos. Todos esses fatores provavelmente dissuadem os possíveis usuários.
Que outras soluções de medição estão disponíveis? Acredita-se anedoticamente no setor de corrosão que os dispositivos de medição definitivos devem usar métodos de laboratório, como interferometria de luz branca, microscopia de variação de foco, microscopia confocal a laser e microscopia de força atômica. No entanto, esses dispositivos potentes enfrentam desafios ao medir superfícies jateadas complexas. Sua aquisição é cara, eles não funcionam em campo e exigem treinamento extensivo para configurar uma infinidade de parâmetros de teste para análise topográfica, incluindo regiões de banda morta, gráficos em escala de área, análise em escala de complexidade, filtros, pontos e tamanhos de área espacial.
Os profissionais da área de corrosão simplesmente querem saber se têm uma boa superfície para aplicar um revestimento. A superfície foi preparada adequadamente? Ela é aceitável para o cliente? Eles querem objetivos mensuráveis e parâmetros de jateamento ajustáveis para atingir esses objetivos.
Portanto, é desejável que haja um instrumento de campo acessível e robusto, projetado especificamente para o setor de corrosão, que forneça medições de altura de pico (H) e densidade de pico (Pd) para proporcionar aos inspetores uma previsão mais significativa e funcionalmente correlativa do desempenho do revestimento durante a preparação da superfície.
A solução está na fita de réplica. Não é de conhecimento geral que as réplicas de superfície obtidas com a fita Testex contêm muito mais informações do que apenas a altura do pico medida por um micrômetro. Dados significativos estão disponíveis por meio de imagens digitais.
A fita de réplica tem sido usada para medir o perfil do aço jateado com abrasivo desde o final da década de 1960. Sua operação é descrita em várias normas internacionais, incluindo ASTM D4417, ISO 8503-5 e NACE RP0287. Em comparação com outros métodos, ele tem as vantagens da robustez, do custo inicial relativamente baixo, da boa repetibilidade e da opção de manter uma réplica física da superfície que está sendo avaliada. O método é amplamente utilizado e compreendido. (Fig. 7)

Uma vantagem adicional, às vezes subestimada, é que, diferentemente das técnicas de estilete, o método de réplica coleta amostras de uma área bidimensional (2D) contígua que é suficientemente grande para gerar estatísticas robustas. Uma única varredura de um testador eletrônico de rugosidade de superfície, por exemplo, coleta uma amostra de uma linha ao longo de uma superfície jateada com abrasivo que tem 12,5 mm (0,5") de comprimento e 10 μm de largura, totalizando uma área de 0,12 mm2. Uma única réplica de espuma plástica apresenta amostras de aproximadamente 31 mm2, uma área 250 vezes maior. Uma nova abordagem é usar uma propriedade da fita relacionada, mas diferente, de sua capacidade de replicar superfícies, ou seja, o aumento da transmissão óptica da fita quando ela é comprimida. A transmissão é proporcional ao grau de compressão. Muitos dos testes realizados para este documento usaram as classes Coarse e X-Coarse existentes da fita de réplica. Para melhorar a resolução óptica e reduzir os artefatos ópticos, a Testex Company14 também forneceu uma versão de grau óptico de sua fita de grau X-Coarse, que foi recentemente disponibilizada comercialmente.
Uma fotografia de um pedaço de fita retroiluminado (Fig. 9) revela áreas claras de maior compressão (picos) e áreas escuras de menor compressão (vales).

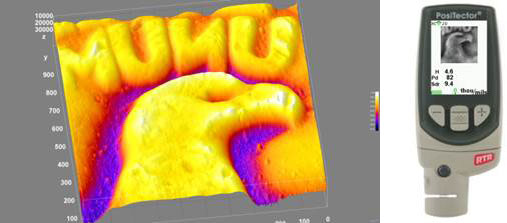
Usando o princípio da transparência, as contagens de picos podem ser determinadas pela simples contagem de pontos brilhantes na impressão, conforme obtido por um sensor de imagem digital. Essas medições de brilho correspondem a medições de espessura, que, por sua vez, refletem o perfil da superfície original. Um instrumento portátil (Fig. 11) pode identificar os picos e determinar a densidade de picos da área, ou seja, quantos picos estão presentes por milímetro quadrado, ou Pd, conforme definido pela norma ASME B46.115.
Embora populares nos setores de usinagem de metais, os testadores de rugosidade baseados em estilete são desafiados pelos padrões complexos gerados pelas operações de limpeza de superfície. Eles medem apenas uma única linha em uma superfície rugosa e a maioria das características registradas como "picos" são, na verdade, "ombros de pico", onde o estilete traçou sobre a lateral do pico em vez de sobre a parte superior do pico (Fig. 16). Em contrapartida, os contadores de picos de fita de réplica, como os delicados e caros perfiladores ópticos interferométricos de laboratório, calculam densidades de pico bidimensionais verdadeiras.
Outra vantagem dessas imagens é que mais dados são usados para derivar cada medição (1.000.000 de pontos para uma única medição de fita réplica versus 5.000 pontos para uma única varredura de caneta stylus de 1"). Além disso, tudo isso é feito com um instrumento de campo robusto que usa hardware de baixo custo para obter dados de caracterização de superfície semelhantes aos obtidos com instrumentos de laboratório.
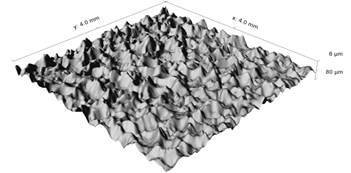
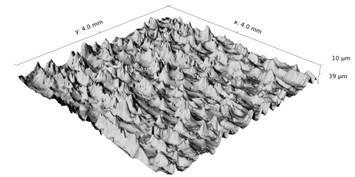
Parâmetros adicionais de caracterização da superfície podem ser extraídos depois que a relação espessura/transparência tiver sido aplicada à interpretação da imagem de intensidade usando um software de renderização tridimensional (3D). O resultado são mapas em 3D da superfície do aço jateado at um custo muito menor do que o dos dispositivos de perfilamento interferométrico ou confocal. Um exemplo de como o processo funciona é mostrado nas Figuras 10 a 12.



A partir de imagens 3D, é possível medir um parâmetro final relacionado que se acredita ajudar a promover a ligação química e mecânica, ou seja, o aumento da área de superfície resultante de uma operação de jateamento. Sdr é a Relação de Área Interfacial Desenvolvida16 , expressa como a porcentagem da área de superfície adicional contribuída pela textura em comparação com um plano ideal do tamanho da região de medição. Os profissionais de revestimento acreditam que esse parâmetro de perfil oferece uma correlação funcional com a técnica de aplicação, fornecendo a eles um valor de rugosidade - a área de superfície adicional criada pelo jateamento como um aumento percentual (área real / área x-y).17 Entretanto, discussões posteriores neste documento sugerirão que há pouco mérito prático em relatar a área de superfície desenvolvida no setor de limpeza por jateamento.
Para comprovar as medições da réplica da fita em 3D, as duas novas medições de parâmetros obtidas da fita, a densidade de pico Pd e a área de superfície desenvolvida Sdr, foram comparadas a dois métodos de medição de rugosidade de superfície estabelecidos: microscopia confocal e profilometria de estilete.
A primeira etapa foi confirmar que a geração de imagens com intensidade de luz da réplica da fita produziu valores de Pd e Sdr comparáveis aos obtidos com métodos laboratoriais conhecidos. Foi realizado um estudo usando três painéis de aço preparados pelo KTA Labs18. Foram usadas as mídias de jateamento Amasteel G, GMA Garnet Coarse e Amasteel S-230/G40. Os três painéis foram enviados ao WPI19 juntamente com 3 conjuntos de fita réplica de grau óptico polido para medição com um Microscópio Confocal LEXT (Fig. 13).

As imagens foram limiadas at valor médio mais 10% de Sz20. Todas as ilhas com mais de 1.000 µm2 foram contadas como um pico para fins comparativos. Os resultados foram comparáveis (Fig. 14).

Para comparar as medições de imagens de fita de réplica em 3D com instrumentos de rugosidade de estilete, foram feitas medições de densidade de pico nos cinco painéis usados no estudo round robin da ASTM de 2011. Isso forneceu resultados de testes de stylus de onze operadores independentes que mediram contagens de pico linear, Pc ou Rpc, cinco vezes em cada um dos cinco painéis usando três instrumentos de rugosidade de stylus disponíveis comercialmente: o Mitutoyo SJ-201, o Taylor Hobson Surtronic 25 e o MahrSurf PS1.
Para obter dados de imagem de fita de réplica 3D, foram feitos três polimentos em cada painel usando fita de réplica de grau óptico e medidos com o gerador de imagens de fita de réplica PosiTector 6000 RTR-P (Fig. 11).
Como os instrumentos de rugosidade do stylus produzem uma medição 2D em picos/mm e o método de réplica de fita 3D produz medições em picos/mm2, os dois conjuntos de dados não são diretamente comparáveis. Para fins desta análise, as medições de rugosidade do estilete foram elevadas ao quadrado, de modo que ambas as técnicas de medição produzissem medições dimensionalmente comparáveis. Uma comparação dos métodos de medição está resumida na Figura 15.

Como pode ser visto nesse gráfico, há uma forte relação linear entre os dois métodos de medição. As medições em quatro dos cinco painéis testados estão dentro de um standard desvio de uma linha de tendência que passa pela origem. Entretanto, duas observações podem ser feitas a partir da Figura 15. Primeiro, não há uma relação de 1:1 entre os dois métodos de medição. Segundo, os dados não se ajustam perfeitamente à linha de tendência, resultando em um valor R2 de 0,91.
A falta de uma relação 1:1 entre as medidas quadradas do instrumento stylus e os métodos de imagem 3D não é surpreendente. Embora o quadrado das medidas do instrumento stylus resulte em medidas com as mesmas dimensões, ele não pode levar em conta a natureza bidimensional do instrumento stylus. Por exemplo, ao traçar uma linha reta, é possível cruzar uma crista várias vezes, resultando em vários "picos" quando, na realidade, há um único pico adjacente ao caminho do stylus. Além disso, a classificação do que constitui um "pico" em três dimensões não é trivial, e a análise de imagens 3D provavelmente ignora características que seriam registradas como um pico no instrumento de rugosidade do estilete.

Os instrumentos de rugosidade da caneta podem registrar 0, 1 ou 2 picos, dependendo do caminho do traço. Não está claro por que os dados não se ajustam perfeitamente à linha de tendência. Como cada um dos cinco painéis de teste foi planejado para refletir uma ampla gama de diferentes métodos de preparação, é provável que a discrepância se deva at pelo menos em parte, às deficiências do instrumento stylus. Em perfis com picos agudos e estreitos, a caneta pode, às vezes, contornar o pico, em vez de passar por cima dele. Isso pode fazer com que o instrumento stylus faça uma leitura inferior em alguns perfis.
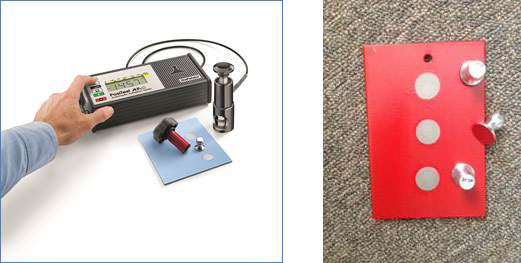
Dada a pesquisa anterior de Roper et. al. sobre a correlação entre a adesão e a altura do perfil (H) e a densidade de pico (Pd), foi realizado um estudo para determinar se os métodos de imagem de fita de réplica em 3D apresentavam resultados semelhantes. Vinte e cinco amostras de aço foram preparadas pelo Sponge-Jet21 usando uma variedade de meios de jateamento. Após o jateamento, as medições foram realizadas com o gerador de imagens de fita de réplica 3D. Em seguida, as amostras foram pulverizadas com um epóxi, um acrílico de dois componentes e um revestimento composto de polímero e deixadas curar. Em seguida, foram realizados três testes de adesão de arrancamento em cada amostra, seguindo o método de teste descrito na norma ASTM D454122, usando um testador de adesão de arrancamento hidráulico Tipo V descrito no Anexo A4 (Método de Teste E) do site standard (Fig. 17).
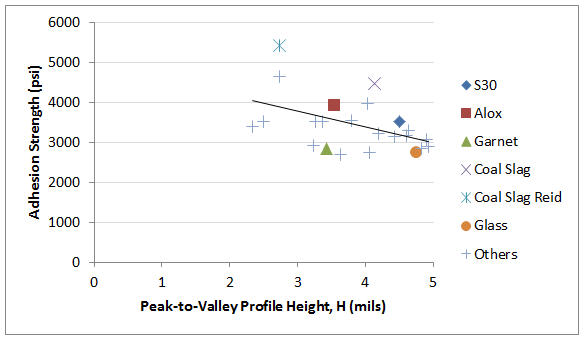
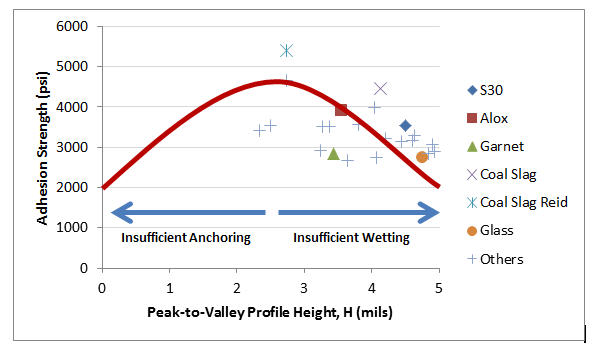
No artigo de Roper et.al. de 2006, foi teorizado que "Com base na experiência dos autores, os perfis de aço ideais para uma ampla gama de revestimentos industriais standard que molharão completamente as superfícies têm uma altura de perfil de 2 a 3 mil (50 a 75 mícrons)". As observações deste estudo parecem confirmar essa hipótese. As maiores forças de adesão foram observadas na faixa de 2 a 3 milímetros, com os valores de adesão diminuindo à medida que as alturas de perfil aumentavam acima de 3 milímetros (Fig. 18). Embora não tenham sido colhidas amostras com alturas de perfil abaixo de 2 mils, teoriza-se que os níveis de adesão começariam a diminuir com a diminuição da altura do perfil. Conforme declarado anteriormente neste documento, teoriza-se que a adesão começa a diminuir at perfis acima de 3 mils porque o revestimento não consegue molhar totalmente o substrato. Teoriza-se que a adesão começa a diminuir at perfis abaixo de 2 mils porque não há perfil suficiente para ancorar o revestimento. Uma linha de tendência hipotética com Pd e Sdr mantidos constantes é sobreposta aos dados deste estudo na figura 19.
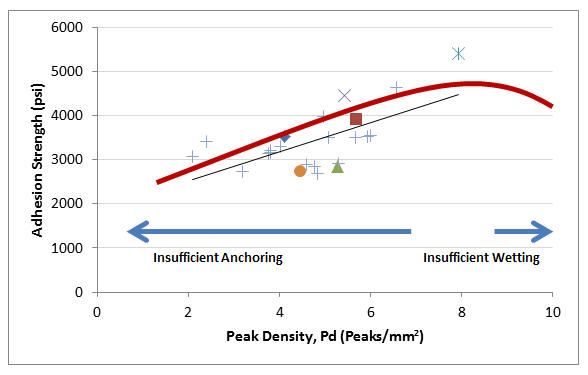
Parece haver uma forte correlação positiva entre a densidade de pico e a adesão (Fig. 20), reforçando a hipótese de Roper et al. de que a contagem de picos é relevante para o desempenho do revestimento. O artigo deles afirmava que "os perfis de aço ideais para uma ampla gama de standard revestimentos industriais que molharão completamente as superfícies são ... uma contagem de picos entre 110 e 150 picos/pol (40 e 60 picos/cm)".

Como os autores usaram um perfilômetro stylus em sua pesquisa, seus números não são diretamente comparáveis aos dados deste estudo. No entanto, usando a relação aparente entre as medições do perfilômetro stylus e as medições ópticas da fita de réplica 3D relatadas anteriormente neste documento, é possível obter uma densidade de pico 3D equivalente entre 4 e 8 picos/mm2. Portanto, a hipótese é que a relação positiva observada entre a força de adesão e a densidade de pico não persistiria at densidades de pico maiores do que as observadas neste estudo. Essa relação teorizada entre adesão e Pd com H e Sdr mantidos constantes é mostrada na Figura 21.
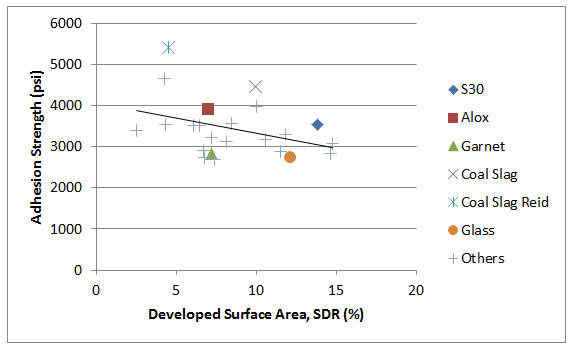
Um gráfico da área de superfície desenvolvida observada versus adesão está resumido na figura 22. at um primeiro momento, os dados parecem contradizer a afirmação de Roper et. al. de que "quanto maior a área de superfície para revestimento, melhor". No entanto, os autores continuam afirmando que as duas principais maneiras de aumentar a área de superfície, aumentando a altura do pico e aumentando a densidade do pico, podem inibir a umectação e prejudicar o desempenho do revestimento além de um ponto ideal. Acredita-se que os dados deste estudo reflitam essa afirmação. As medições de alta área de superfície desenvolvida em várias das amostras (esferas de vidro, por exemplo) parecem ter sido um reflexo das altas distâncias entre picos e vales nessas amostras. Portanto, não é surpresa que as amostras com altas áreas de superfície desenvolvidas devido às alturas excessivamente altas entre pico e vale tenham apresentado desempenho de revestimento ruim.
Acredita-se que a quantidade de área de superfície aumentada resultante do jateamento abrasivo esteja diretamente relacionada à altura e à densidade do pico, o que elimina a necessidade de medi-la e relatá-la. Uma discussão mais aprofundada é apresentada no Apêndice.
É geralmente aceito que a natureza das superfícies de aço limpas por jateamento abrasivo é preditiva do desempenho do revestimento a longo prazo. O setor de corrosão não compreende totalmente a dinâmica desse problema complexo, mas tem à sua disposição vários parâmetros mensuráveis, incluindo altura do pico, densidade do pico, área da superfície, angularidade, nitidez e forma. As crenças comuns do setor sugerem que o aumento de vários desses parâmetros melhorará o desempenho do revestimento a longo prazo. Dados empíricos sugerem que isso não é tão simples.
O mais importante desses parâmetros, a altura do pico (H), é comumente medido atualmente e, em geral, é o único parâmetro relatado. Embora sua importância seja inegável, um parâmetro sozinho não descreve totalmente a dinâmica de uma relação revestimento/substrato.
A densidade de pico (Pd) também é um importante indicador de desempenho. Embora também não possa ser uma medida única, como o H tem sido há várias décadas, juntamente com o H, ela fornece uma melhor previsão do desempenho do revestimento a longo prazo, conforme medido pelo teste de aderência de arrancamento.
Essa relação ajuda a explicar por que as medições de H sozinhas nem sempre foram um método confiável para prever o desempenho de todos os tipos de revestimento. Um revestimento pode se unir a uma superfície com baixo H e alto Pd tão bem quanto a uma com alto H e baixo Pd. Por esse motivo, o setor de corrosão deve informar ambos os valores para que os clientes possam determinar a melhor proporção para sua aplicação específica de revestimento. Ambos os parâmetros são controlados com a seleção adequada do tipo e do tamanho do material abrasivo. Talvez um parâmetro híbrido seja especificado no futuro.
As réplicas de superfície obtidas com o uso de fita de réplica contêm muito mais informações do que apenas o H medido por um micrômetro. Dados significativos estão disponíveis por meio de imagens digitais. Um aparelho portátil simples e de baixo custo que usa sensores de espessura e de imagem pode caracterizar a réplica da fita e gerar imagens e estatísticas da superfície original, principalmente do Pd.
Os resultados deste estudo confirmam uma estreita relação entre a fita de réplica, a rugosidade do stylus e as medições de microscopia confocal dos dois parâmetros mais importantes:
H - A média das distâncias máximas entre pico e vale obtidas pela medição da espessura da fita de réplica polida com um micrômetro ou um sensor de espessura que se ajusta à não linearidade da fita. Os melhores valores de adesão de arrancamento resultam de alturas de perfil uniformes na faixa de 2,5 mils (65 µm) com uma superfície de alta contagem de picos em que os revestimentos aplicados molham cem por cento da superfície.
Pd - Densidade de pico de área, de acordo com a norma ASME B46.1. O aumento desse valor aumenta a angularidade para desenvolver mais força na adesão por cisalhamento em vez de tração. Para obter a melhor adesão do revestimento (proteção contra corrosão), a contagem de picos deve ser a mais alta possível, garantindo, ao mesmo tempo, o umedecimento completo da superfície preparada.
O autor gostaria de agradecer a ajuda de Leon Vandervalk, da DeFelsko Corporation.
Limitações da Sdr
De acordo com a norma ASME B46.1, a relação de área interfacial desenvolvida Sdr é a porcentagem da área de superfície adicional contribuída pela textura em comparação com um plano ideal do tamanho da região de medição, conforme calculado na figura 23. Ela é calculada como uma função de escala somando as áreas de uma série de ladrilhos virtuais que cobrem a superfície medida em um formato de retalhos.
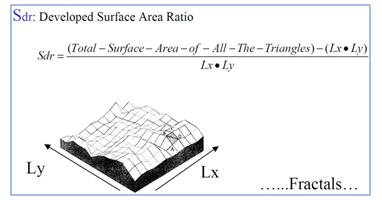
A dificuldade de usar esse método para caracterizar uma superfície de aço jateada com abrasivo é que os cálculos estão sujeitos à interpretação da definição. Se um laboratório selecionar um tamanho de triângulo muito pequeno com um dispositivo de escaneamento de alta resolução, ele inevitavelmente declarará um aumento maior na área de superfície do que outro laboratório que use um equipamento diferente com configurações de limite mais baixas (Fig. 24). A área total medida pelos ladrilhos do triângulo aumenta à medida que a escala de observação (área do ladrilho) diminui.


Acredita-se que a quantidade de área de superfície aumentada resultante do jateamento abrasivo esteja diretamente relacionada à altura e à densidade do pico, o que elimina a necessidade de medi-la e relatá-la. H e Pd são suficientes. Uma alternativa é calculá-la de maneira semelhante à seguinte fórmula pitagórica:

A hipótese é que, se a altura e a densidade do pico fossem mantidas constantes, haveria uma correlação positiva entre a área de superfície desenvolvida e a força de adesão. No entanto, essa correlação positiva parece ser pequena e, como mostra este estudo, não é significativa em comparação com os efeitos da altura e da densidade do pico. Além disso, o autor deste artigo não tem conhecimento de nenhum meio prático de modificar a área de superfície desenvolvida com mídia abrasiva, mantendo constantes os valores de altura e densidade de pico. Portanto, parece haver pouco mérito prático em relatar a área de superfície desenvolvida no setor de limpeza por jateamento.
-------------------------------------------------------------------------------------------------------------------
1 ASTM International, 100 Barr Harbor Drive, West Conshohocken, PA 19428.
2 ASTM D4417 "Standard Test Methods for Field Measurement of Surface Profile of Blast Cleaned Steel" (ASTM International, West Conshohocken, PA)
3 ISO 8503-5 "Preparation of steel substrates before application of paints and related products - Surface roughnesscharacteristics of blast-cleaned steel substrates - Part 5: Replica tape method for the determination of the surface profile" (Genebra, Suíça: ISO)
4 NACE Standard RP0287-2002, "Field Measurement of Surface Profile of Abrasive Blast-Cleaned Steel Surfaces Using a Replica Tape" (Medição em campo do perfil da superfície de superfícies de aço limpas com jato abrasivo usando uma fita de réplica). (Associação Nacional de Engenheiros de Corrosão (NACE), 1440 South Creek Dr., Houston, TX EUA 77084-4906)
5 Austrália Standard AS 3894.5-2002, "Site testing of protective coatings, Method 5: Determination of surface profile" (Teste no local de revestimentos de proteção, Método 5: Determinação do perfil da superfície). (Standards Australia, GPO Box 476, Sydney NSW 2001 Austrália)
6 Para converter de unidades imperiais para métricas, use 1 mil = 25,4 mícrons (μm).
7 J.D. Keane, J.A. Bruno e R.E.F. Weaver, Surface Profile for Anti-Corrosion Paints, Publicação nº 74-01, SSPC: The Society for Protective Coatings, Pittsburgh, PA 15222, 1974
8 H.J. Roper, R.E.F. Weaver e J.H. Brandon, The Effect of Peak Count or Surface Roughness on Coating Performance, Journal of Protective Coatings and Linings, junho de 2005, pp. 52 - 64
9 ASTM D7127 "Standard Test Method for Measurement of Surface Roughness of Abrasive Blast Cleaned Metal Surfaces Using an Electronic Portable Stylus Instrument" (ASTM International, West Conshohocken, PA)
10 H.J. Roper, R.E.F. Weaver e J.H. Brandon, Peak Performance from Abrasives, Journal of Protective Coatings and Linings, junho de 2006, pp. 24 - 31
11 International Organization for Standardization (ISO), 1 rue de Varembé, Case postale 56, CH-1211, Genebra 20, Suíça
12 ISO 4287: 1997 "Especificações Geométricas de Produto (GPS) - Textura de superfície: Profile Method-Terms, Definitions, andSurface Parameters" (Genebra, Suíça: ISO)
13 Relatório de pesquisa ASTM RR:D01-1169 (ASTM International, West Conshohocken, PA)
14 Testex, 8 Fox Lane, Newark, DE 19711 EUA
15 ASME B46.1-2009 "Surface Texture (Surface Roughness, Waviness, and Lay)" (Sociedade Americana de Engenheiros Mecânicos, Three Park Avenue, Nova York, NY 10016-5990, EUA)
16 ISO 25178-2 "Geometrical product specifications (GPS) - Surface texture: Areal - Parte 2: Termos, definições e parâmetros de textura de superfície" (International Organization for Standardization (ISO), 1 rue de Varembé, Case postale 56, CH-1211, Genebra 20, Suíça)
17 C.A. Brown e S. Siegmann, "Fundamental scales of adhesion and area-scale fractal analysis" (Escalas fundamentais de adesão e análise fractal em escala de área), International Journal of Machine Tools and Manufacture, 41 (2001) 1927-1933
18 KTA-Tator, Inc. (KTA), 115 Technology Drive, Pittsburgh, PA 15275 EUA.
19 Worcester Polytechnic Institute. (WPI), 100 Institute Rd., Worcester, MA 01609-2208 EUA Matthew A. Gleason sob a supervisão do professor Christopher A. Brown.
20 Esse é um parâmetro 3D expandido a partir do parâmetro de rugosidade (2D) Rz. É a distância entre o pico máximo e o vale máximo na superfície dentro da área medida.
21 Sponge-Jet, Inc., 14 Patterson Lane, Newington, NH 03801 EUA, sob a supervisão de Michael Merritt
22 ASTM D4541 "Standard Test Method for Pull-Off Strength of Coatings Using Portable Adhesion Testers" (ASTM International, West Conshohocken, PA)
23 Christopher A. Brown, William A. Johnsen, Kevin M. Hult, Scale-sensitivity, Fractal Analysis and Simulations, Int. J. Mach. Tools Manufact. Vol 38, Nos 5-6, pp. 633-637, 1998)

DAVID BEAMISH (1955 - 2019), ex-presidente da DeFelsko Corporation, fabricante de instrumentos portáteis de teste de revestimento com sede em Nova York, vendidos em todo o mundo. Ele era formado em Engenharia Civil e tinha mais de 25 anos de experiência em projeto, fabricação e comercialização desses instrumentos de teste em diversos setores internacionais, incluindo pintura industrial, inspeção de qualidade e manufatura. Ele conduziu seminários de treinamento e foi membro ativo de várias organizações, incluindo NACE, SSPC, ASTM e ISO.


.jpg)


